+86-18347501546












-


-


-



WhatsApp

-
Instagram
-
VK


Oem разъединитель рвз 10/1000
Когда слышишь ?Oem разъединитель рвз 10/1000?, первое, что приходит в голову многим — это просто силовой аппарат, рубильник для сетей 10 кВ. Но на практике, особенно когда речь идет о поставках по OEM, нюансов оказывается масса, и не все их сразу видно в каталогах. Часто заказчики, да и некоторые поставщики, фокусируются только на основных параметрах — номинальный ток 1000А, напряжение 10 кВ, климатическое исполнение. А потом на этапе монтажа или приемо-сдаточных испытаний всплывают мелочи, которые превращаются в головную боль. Скажем, конструкция контактной системы, материал ножей, тип привода — ручной или моторный с дистанционным управлением. Или, что еще важнее, соответствие не только ГОСТ, но и конкретным ТУ завода-изготовителя, который потом будет наносить свою маркировку. Вот об этих подводных камнях и хочется порассуждать, исходя из того, что приходилось видеть и с чем сталкиваться в работе с подобным оборудованием.
Что скрывается за аббревиатурой OEM в нашем контексте
OEM — это не просто ?произведено для другого бренда?. В высоковольтной аппаратуре, особенно такой ответственной, как разъединитель, это целая философия технических допусков и документации. Компания, выступающая заказчиком OEM-продукции, по сути, покупает не просто устройство, а право на определенный уровень контроля над процессом. Например, ООО Ляонин Мэйигао Электро Автоматизация Оборудования при заказе разъединителя рвз 10/1000 по такой схеме может жестко специфицировать поставщику требования к покраске (цвет, тип эмали, стойкость), упаковке, комплектации запасными частями (дополнительные контакты, шпильки) и, что критично, к протоколам заводских испытаний.
Помню случай, когда для одного проекта требовались разъединители с особым ходом ножа — плавным, без заеданий даже при -40°С. В стандартной версии у поставщика такого не было. Пришлось совместно дорабатывать конструкцию узла вращения и подбирать морозостойкую консистентную смазку. Это типичная OEM-история: ты покупаешь базовую надежную платформу (ту же РВЗ), но адаптируешь ее под свои, часто более строгие, условия или под ожидания своего конечного клиента. И здесь сайт https://www.meygoelectric.ru выступает не просто витриной, а точкой входа в диалог о таких возможностях кастомизации.
Частая ошибка — считать, что OEM-поставка автоматически означает более низкое качество или ?ноунейм?-железо. Как раз наоборот. Уважающий себя производитель, такой как компания из Даляня, заинтересован в том, чтобы его имя как разработчика и фактического изготовителя оставалось в тени, но техническая надежность изделия была безупречной. Ибо репутация в цепочке ?производитель — интегратор — конечный заказчик? едина. Срыв сроков или брак на объекте у конечного потребителя в итоге аукнется всем.
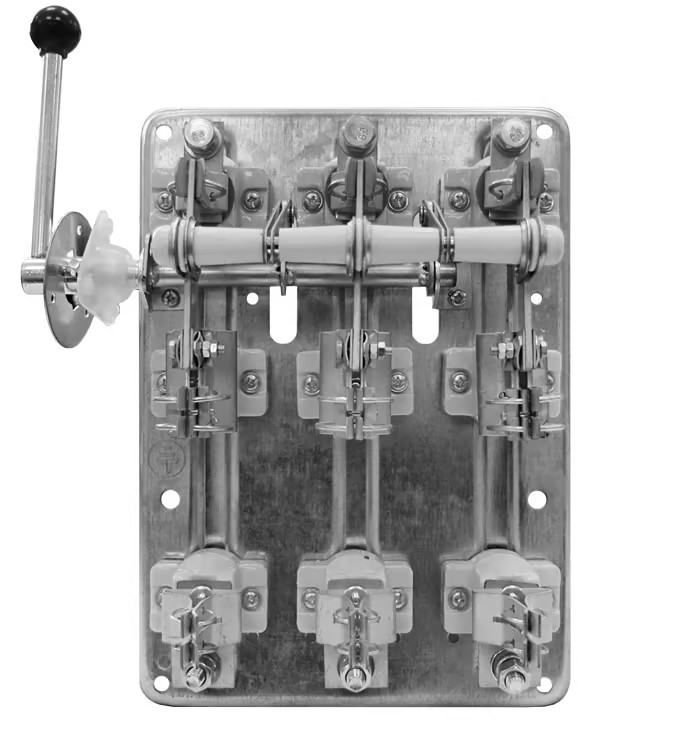
Конструктивные особенности РВЗ 10/1000, на которые стоит смотреть в первую очередь
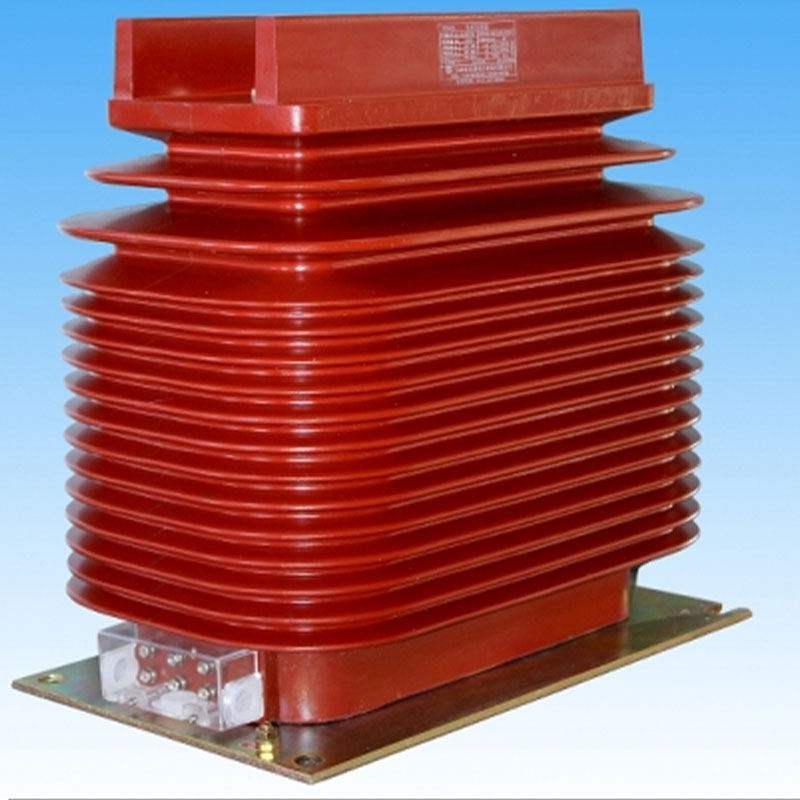
Отвлечемся от логистики и договоров. Сама по себе конструкция разъединителя рвз 10/1000 — классика жанра. Трехполюсный, с вертикальным разрывом, заземляющими ножами. Но дьявол, как всегда, в деталях. Первое — это материал токоведущих частей. Медь с лужением или без? Алюминий? На практике для номинала 1000А часто идет медь, и это правильно с точки зрения стойкости к электродинамическим усилиям при КЗ. Но нужно проверять сечение шин на полюсе — иногда в погоне за экономией его ?оптимизируют? до пределов, что сказывается на нагреве в долгосрочной перспективе.
Второй момент — изоляторы. Проходные и опорные. Здесь важен не только уровень кремнийорганической пропитки для защиты от влаги, но и качество самой фарфоровой или полимерной заготовки. Были прецеденты, когда при приемке партии обнаруживались микротрещины в изоляторах, невидимые при беглом осмотре. Выявили только при тщательном простукивании и проверке мегомметром. Поэтому сейчас всегда настаиваю на выборочном, но детальном контроле именно этой позиции, даже если есть сертификат.
И третье — механизм блокировок. Межполюсная связь, предотвращающая асинхронное включение/отключение полюсов, и блокировка с заземляющими ножами — это святое. Но как реализована? Надежная механическая тяга или есть слабое звено в виде пластиковых втулок, которые со временем могут разрушиться? Приходилось видеть конструкции, где блокировочный палец был из слишком мягкого металла и гнулся после нескольких десятков операций. Это к вопросу о том, что выбирать аппарат нужно не по картинке, а по чертежам общего вида и кинематической схеме, которые добросовестный поставщик, вроде Мэйигао, всегда предоставляет для согласования.
Опыт внедрения и типичные проблемы на объекте
Теория теорией, но все решает монтаж и первые включения. Один из проектов, где мы использовали Oem разъединитель рвз 10/1000 от проверенного партнера, был связан с модернизацией подстанции для одного из портовых терминалов. Климат — морской, агрессивный. Требовалась повышенная стойкость к коррозии. В спецификацию заложили окраску по системе ?цинк-наполненный грунт + эпоксидная эмаль?. Казалось бы, все учли.
Однако на месте возникла проблема, которую не всегда предскажешь. Разъединители устанавливались на уже существующие металлические опорные конструкции (рамы), которые имели некоторый перекос по горизонту из-за осадки фундамента. Монтажники, как водится, решили выровнять аппарат не регулировкой рамы, а подтягиванием крепежных болтов к изоляторам. В итоге — скрытая механическая нагрузка на изоляторы. При пробном включении под напряжением — все нормально. Но через полгода в одном из полюсов появился едва слышный треск при операциях. Вскрытие показало микроскол в нижнем опорном изоляторе. Вывод: инструкция по монтажу, где черным по белому написано о необходимости выверки по уровню и недопустимости силового притягивания, — это не бюрократия, а необходимость. И эту инструкцию нужно требовать у поставщика на русском языке, с четкими схемами. На сайте meygoelectric.ru, кстати, такой подход к документации чувствуется — материалы стараются делать прикладными.
Еще один частый ?сюрприз? — это состояние контактных поверхностей после длительного хранения на складе. Аппарат может быть новым, но если его хранили в неотапливаемом помещении с высокой влажностью, на медных ножах и контактах появляется окисная пленка. Включение такого разъединителя под нагрузку чревато подгоранием и локальным перегревом. Стандартная процедура перед вводом в эксплуатацию — профилактическая зачистка контактов мелкой стеклянной шкуркой и обработка специальной токопроводящей смазкой. Мелочь, но если ее упустить, последствия могут быть дорогими.
Вопросы совместимости и интеграции в существующие системы
Часто разъединитель рвз 10/1000 — это не самостоятельная единица, а часть комплекса, например, ячейки КСО или блочной подстанции. И здесь возникает масса точек стыковки. Габариты по месту крепления (межосевое расстояние изоляторов), расположение и тип приводного вала, способ подключения шин — все должно совпадать с проектом. Особенно критично, если идет не новое строительство, а замена старого аппарата на аналогичный, но от другого производителя. Габарит ?в свету? может отличаться на сантиметр-другой, и это уже проблема.
Работая с компаниями, которые, как ООО Ляонин Мэйигао, имеют широкий портфель и опыт в комплектации подстанций, проще решать такие вопросы. Они обычно предлагают не просто аппарат, а техническое решение: ?У вас стоит такой-то старый разъединитель, мы предлагаем нашу модель такой-то, для замены потребуются переходные пластины такой конфигурации, вот чертеж?. Это ценнее, чем просто продать коробку с оборудованием.
Отдельная тема — дистанционное управление. Если заказывается вариант с моторным приводом, нужно четко понимать, какой интерфейс управления требуется. Сухие контакты для АСУ ТП? Напряжение питания привода 220В или 380В? Встроенные или выносные дополнительные контакты для сигнализации положений ?Включено?/?Отключено?? Здесь любая неточность в ТЗ ведет к переделкам на месте, что в разы дороже. Лучшая практика — запрашивать у поставщика электрическую схему управления и схему внешних соединений для согласования со своими проектировщиками АСУ.
Вместо заключения: о надежности и ожиданиях
В конце концов, все упирается в надежность. Oem разъединитель рвз 10/1000 — аппарат, который после монтажа может десятилетиями работать без вмешательства, выполняя свою простую, но жизненно важную функцию: создавать видимый разрыв в цепи. Ключ к этой надежности — не в каком-то секретном сплаве или сверхтехнологии, а в строгом соблюдении проверенных временем норм проектирования, качественном изготовлении и, что не менее важно, грамотном монтаже и обслуживании.
Опыт подсказывает, что выбор стоит делать в пользу поставщиков, которые не скрывают процесс, готовы делиться чертежами, протоколами испытаний, имеют собственную производственную базу и, как та же компания из Даляня, позиционируют себя не как перепродавцов, а как инженерно-технических партнеров. Их сайт — это отражение такого подхода: минимум маркетинговой воды, максимум технических данных и контактов для решения реальных задач.
И последнее. Никогда не стоит пренебрегать этапом заводских приемочных испытаний, если объем поставки того стоит. Приехать или отправить своего представителя на завод-изготовитель, посмотреть, как собирают аппараты, как проводят механические и электрические испытания (проверка на включающую/отключающую способность, измерение сопротивления контактов) — это лучшая гарантия и инвестиция в спокойный сон на годы вперед. Потому что в энергетике мелочей не бывает, особенно когда речь идет о десяти киловольтах.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Низковольтный распределительный ящик для строительных вентиляторов
Низковольтный распределительный ящик для строительных вентиляторов -
 Низковольтный силовой распределительный ящик
Низковольтный силовой распределительный ящик -
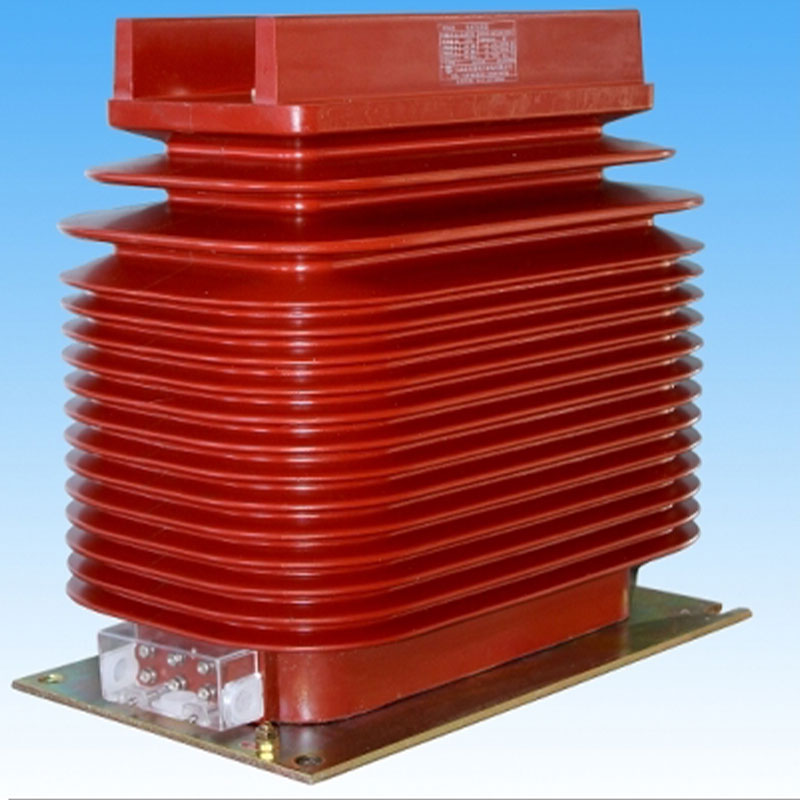
 Маслонаполненный трансформатор
Маслонаполненный трансформатор -
 Низковольтный распределительный ящик для кондиционеров наружной установки
Низковольтный распределительный ящик для кондиционеров наружной установки -
 Приобретение высоковольтного распределительного устройства 10 кв
Приобретение высоковольтного распределительного устройства 10 кв -
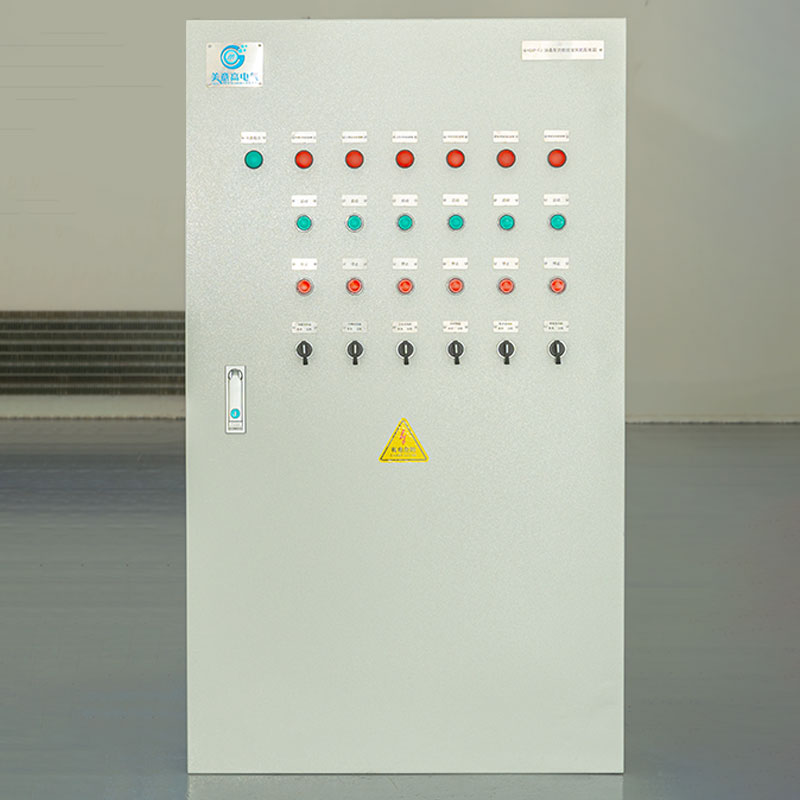
 Шкаф управления на базе PLC
Шкаф управления на базе PLC -
 Электрораспределительные устройства для цеховых силовых сетей
Электрораспределительные устройства для цеховых силовых сетей -
 Высоковольтного распределительное устройство 10 кв
Высоковольтного распределительное устройство 10 кв -
 Интеллектуальные высоковольтные распределительные шкафы
Интеллектуальные высоковольтные распределительные шкафы -
 Ячейка КРУ KYN28-12
Ячейка КРУ KYN28-12 -
 Комплексные решения для систем аварийного освещения
Комплексные решения для систем аварийного освещения -
 Низковольтный осветительный распределительный ящик
Низковольтный осветительный распределительный ящик
Связанный поиск
Связанный поиск- Китай разъединители вна-10/250
- Кабель производитель
- Наружный комплексный распределительный щит производители
- Низковольтные шкафы управления производитель
- Oem разъединитель рвз 10/1000
- Распределительные устройства напряжением выше 1000 в поставщик
- Индивидуальное изготовление уличных распределительных шкафов jp поставщик
- Купить рубильники рпс 630а
- Oem разъединитель рвфз 10/1000
- GGD низковольтное стационарное распределительное устройство