+86-18347501546












-


-


-



WhatsApp

-
Instagram
-
VK


Oem разъединитель рвз 10/630
Когда слышишь ?OEM разъединитель РВЗ 10/630?, первое, что приходит в голову – это, наверное, какая-то стандартная ?коробка? под частную марку. Многие так и думают, мол, бери что дают, главное – паспортные данные сходятся. Но на деле, за этими тремя буквами OEM может скрываться всё что угодно, от качественного аппарата, сделанного на том же заводе, что и ?именитые?, до откровенного хлама, собранного бог знает где. И вот этот момент с РВЗ 10/630 – он как раз очень показательный. Номиналы-то одни: 10 кВ, 630 А. А вот что внутри, как ведёт себя на морозе в -40, как переносит коммутацию замыкающих токов – это уже вопрос к производителю, вернее, к тому, кто стоит за этим OEM.
Не просто переключатель: тонкости РВЗ 10/630
РВЗ – аппарат вроде бы простой, неавтоматический. Но в этой простоте и кроется подвох. Возьмём, к примеру, контактную систему. Для разъединителя 10 кВ на 630 ампер критична не только электродинамическая стойкость, но и способность долгие годы работать без подтяжки, без чрезмерного окисления. Видел я образцы, где медь была, мягко говоря, не самой лучшей очистки. Через пару лет эксплуатации в сырой камере КРУ контактное давление падало, начинался перегрев.
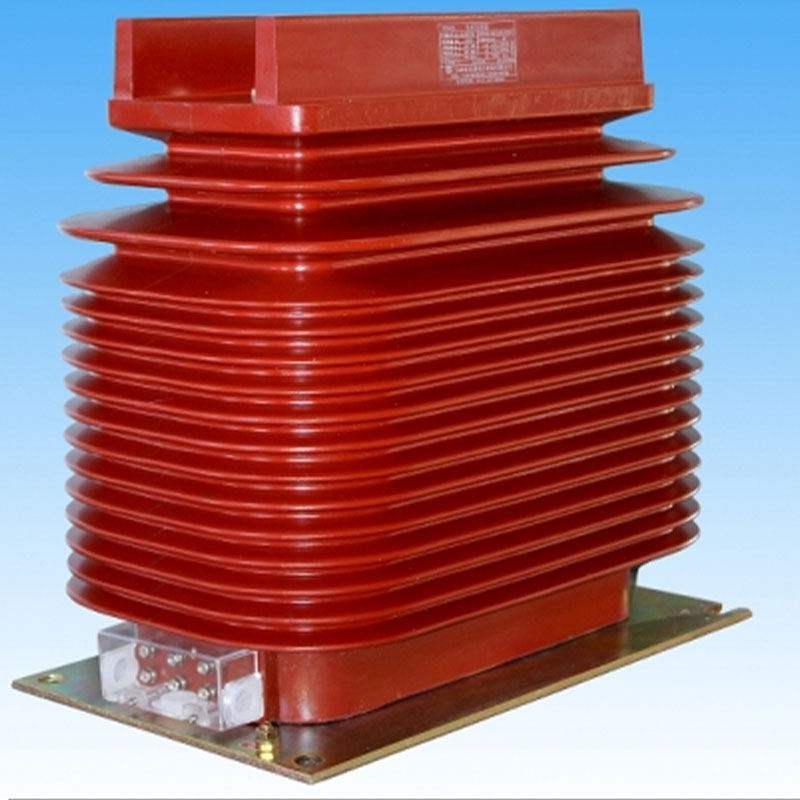
Или взять изоляцию. Литые эпоксидные изоляторы – казалось бы, стандарт. Но качество литья, отсутствие внутренних раковин, равномерность толщины стенки – это всё влияет на ресурс. Помню случай на одной подстанции, где в партии OEM-аппаратов был повышенный процент пробоев по изоляторам при проведении высоковольтных испытаний. Причина – микротрещины, невидимые глазу. Производитель, естественно, ссылался на неправильное хранение. А на деле – технология.
Ещё один момент – механизм. Привод должен быть чётким, без ?закусываний?. В полевых условиях, зимой, когда нужно отключить секцию для ремонта, последнее дело – бороться с тугим или, наоборот, разболтанным рычагом. Здесь часто экономят на качестве стали для валов и подшипниковых узлов. Кажется, мелочь? Пока не столкнёшься с необходимостью срочной коммутации.
OEM-поставки: доверяй, но проверяй
Работа с OEM – это всегда история про доверие и контроль. Нельзя просто принять каталог с характеристиками за чистую монету. Нужно понимать, кто реальный изготовитель. Вот, например, на рынке часто встречаются предложения от компаний, которые позиционируют себя как инжиниринговые или сборочные. Как ООО Ляонин Мэйигао Электро Автоматизация Оборудования. Если зайти на их сайт https://www.meygoelectric.ru, видно, что компания специализируется на электротехнике, делает НКРУ, ВН, провода. Для них производство или заказ разъединителей РВЗ по OEM – логичное расширение номенклатуры. Их сила, судя по описанию, – в работе с рынком Северного Китая и экспорте. Это значит, что они, скорее всего, имеют доступ к нескольким заводам-изготовителям компонентов и могут предлагать разные ценовые категории.
Но здесь и возникает ключевой вопрос для инженера: а какой именно завод стоит за конкретной партией РВЗ 10/630? Один завод в Даляне может делать отличные литьевые изоляторы, другой – так себе. Компания-поставщик, такая как Мэйигао, выступает интегратором. Их задача – обеспечить соответствие ГОСТ или ТУ. Задача же тех, кто покупает, – запросить не только сертификаты, но и, по возможности, протоколы заводских испытаний именно на компоненты. Особенно на механическую и термическую стойкость.
Личный опыт: как-то закупали партию КРУ с такими OEM-разъединителями. В паспорте всё идеально. А при приёмосдаточных испытаниях УХЛ1 (для холодного климата) выяснилось, что контактная смазка на силовых ножах загустела уже при -25, хотя должна была держать до -45. Пришлось срочно искать замену и проводить повторные испытания. Поставщик, в итоге, заменил, но сроки проекта пострадали. После этого всегда отдельным пунктом в ТЗ прописываем климатическое исполнение и требуем подтверждения именно для критичных компонентов.
630 ампер: запас или работа на пределе?
Цифра 630 А для класса 10 кВ – это, по сути, рабочий стандарт для многих распределительных сетей. Но важно понимать: это номинальный длительный ток. В реальности же возможны перегрузки, пусковые токи подключенного оборудования. Качественный разъединитель должен иметь запас по току термической стойкости. В паспорте обычно пишут значение Iтерм (например, 20 кА за 3 сек). Вот на это и нужно смотреть в первую очередь, а не только на красивую цифру 630.
Бывало, что в проекте, стремясь сэкономить, выбирали аппарат с минимальным запасом. А потом, после нескольких лет работы, при термографии обнаруживали повышенный нагрев на контактах. Причина – постепенная деградация контактных поверхностей, которая при номинальном токе уже ведёт к превышению допустимой температуры. Хороший OEM-производитель, а вернее, стоящий за ним завод, использует для контактов материалы с повышенной стойкостью к эрозии и обеспечивает хороший запас по теплоотводу.
Поэтому при оценке предложения, даже от проверенного поставщика вроде ООО Ляонин Мэйигао, всегда задаю вопрос: ?А какой запас по Iтерм и динамической стойкости у этой конкретной модели??. Если менеджер начинает путаться или говорит общие фразы – это тревожный звоночек. Значит, возможно, они и сами не погружались глубоко в спецификации ?железа?, а просто торгуют каталогом.
Монтаж и эксплуатация: где кроются проблемы
Самая частая ошибка – отношение к РВЗ как к простейшему аппарату. Мол, подключил шины, поставил привод – и забыл. Но неправильный момент затяжки болтовых соединений с шинами – это прямая дорога к перегреву. Видел последствия, когда из-за перекоса при монтаже нож входил в контакт не всей плоскостью. Через полгода – прогар и короткое замыкание.
Ещё один нюанс – совместимость с приводами. OEM-поставщики часто предлагают разъединители отдельно, а привод – опция, может, даже другого бренда. Нужно очень чётко проверять совпадение присоединительных размеров, хода вала, усилия. Иначе можно получить ситуацию, когда привод якобы доходит до крайнего положения, а контакты разъединителя недожаты или, наоборот, пережаты. Это убивает аппарат очень быстро.
Что касается ресурса, то тут нет волшебной формулы. Один разъединитель РВЗ 10 отработает 10 тысяч операций, другой начнёт клинить после двух тысяч. Всё упирается в качество механики и смазки. Советую всегда при плановых ремонтах, даже если всё работает, обращать внимание на плавность хода и состояние контактных поверхностей. Лучше вовремя подтянуть или смазать специальной пастой (именно той, что рекомендована!), чем потом менять весь аппарат в сборе.
Итоги: как выбирать сегодня
Итак, возвращаясь к началу. OEM разъединитель РВЗ 10/630 – это не просто товарная позиция. Это всегда компромисс между ценой, качеством и уровнем доверия к поставщику. Если брать, то нужно максимально дистанцироваться от ?ноунейм? предложений. Работать с компаниями, которые имеют имя, производственную базу или прозрачную логистическую цепочку от завода-изготовителя. Как та же Мэйигао Электро – их статус на рынке Северного Китая и международное признание, о котором они пишут, обязывают их дорожить репутацией. С такими проще вести диалог по претензиям.
Ключевое – технический диалог. Не стесняться запрашивать детальные фото сборки, протоколы испытаний на конкретные параметры, уточнять, какие компоненты (изоляторы, контакты, подшипники) используются и кто их делает. Настоящий производитель или ответственный поставщик эту информацию предоставит.
В конечном счёте, надёжность сети складывается из мелочей. И такой, казалось бы, простой аппарат, как разъединитель, – одна из этих критичных мелочей. Сэкономишь копейку на этапе закупки – рискуешь потерять тысячи на этапе эксплуатации из-за внепланового ремонта или, не дай бог, аварии. Выбор за вами, но выбирать нужно с открытыми глазами и полным пониманием того, что скрывается за аббревиатурой OEM.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Цифровое распределительное устройство
Цифровое распределительное устройство -
 Стационарное распределительное устройство
Стационарное распределительное устройство -
 Ячейка KYN28 с пятиступенчатой блокировкой
Ячейка KYN28 с пятиступенчатой блокировкой -
 Приобретение высоковольтного распределительного устройства 10 кв
Приобретение высоковольтного распределительного устройства 10 кв -
 Низковольтный распределительный ящик
Низковольтный распределительный ящик -
 Ячейка КРУ KYN28-12
Ячейка КРУ KYN28-12 -
 Датчики тока для наружной установки
Датчики тока для наружной установки -
 Комплексные решения для систем аварийного освещения
Комплексные решения для систем аварийного освещения -
 VFD шкаф управления электроприводами
VFD шкаф управления электроприводами -
 Электрораспределительные устройства для цеховых силовых сетей
Электрораспределительные устройства для цеховых силовых сетей -
 Распределительный шкаф с системой ATS двойного питания
Распределительный шкаф с системой ATS двойного питания -
 Маслонаполненный трансформатор
Маслонаполненный трансформатор
Связанный поиск
Связанный поиск- Внутренний трансформатор напряжения поставщики
- Трансформатор тока 0 5 производители
- Выдвижное низковольтное распределительное устройство поставщик
- Решение для системы аварийного освещения заводы
- Силовое распределительное устройство цеха заводы
- Взрывозащищенные низковольтные щиты для химической промышленности поставщик
- Трансформаторы тока 300 поставщик
- Дешево трансформатор тмг 16/10/0.4
- Водоустойчивый распределительный щит заводы
- Бытовой низковольтный распределительный щит производители